加工后进行试拼,沿周边轮廓误差不应大于3cm。钢架各单元用螺栓连接,螺栓孔眼中心间误差不超过±0.5cm。钢架平放时,平面翘曲应小于±2cm。2)架设工艺要求:钢架应置于稳固的地基上,施工中在基脚部位预留0.15~0.2m原地基,架立时挖槽就位,软弱地段在基脚处设槽钢以增加基底承载力。
钢架平面垂直于中线,在安设过程中当钢架和初喷层之间有较大间隙应设骑马垫块,钢架与围岩(或垫块)间距不应大于50mm。钢架应与锚杆焊接,钢架间设置Ф22cm的纵向连接钢筋,环向间距0.5m设置。钢架安装后用锁脚锚杆,立后尽快进行混凝土作业,将其全部覆盖,使钢架与混凝同受力。
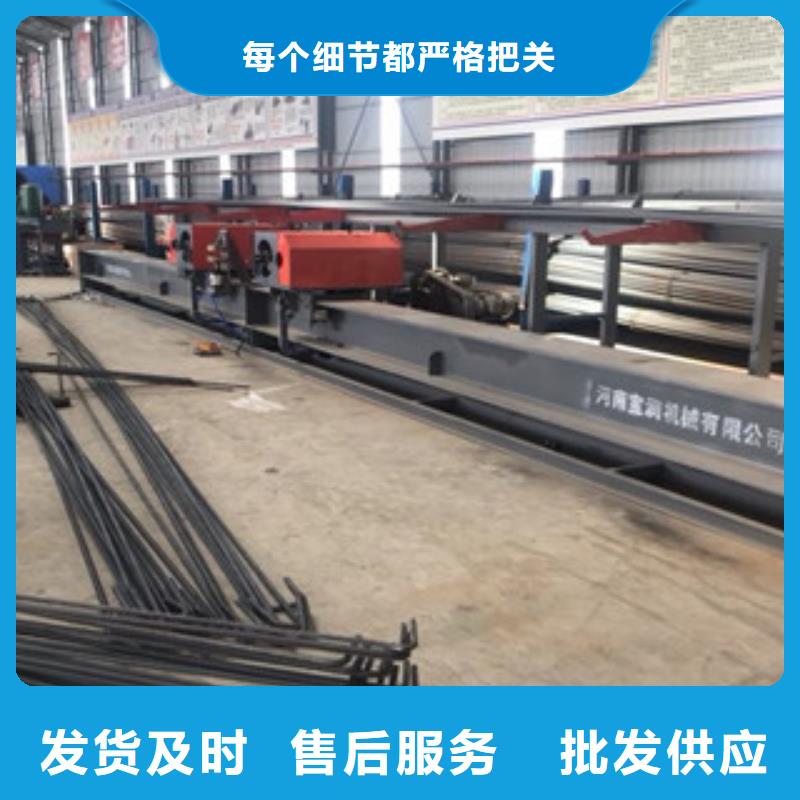
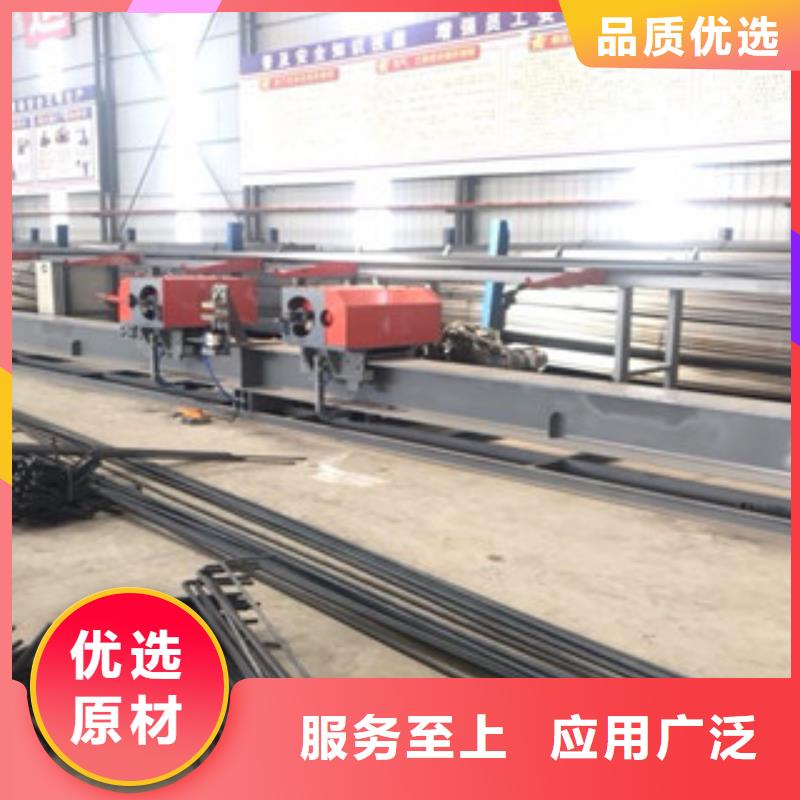
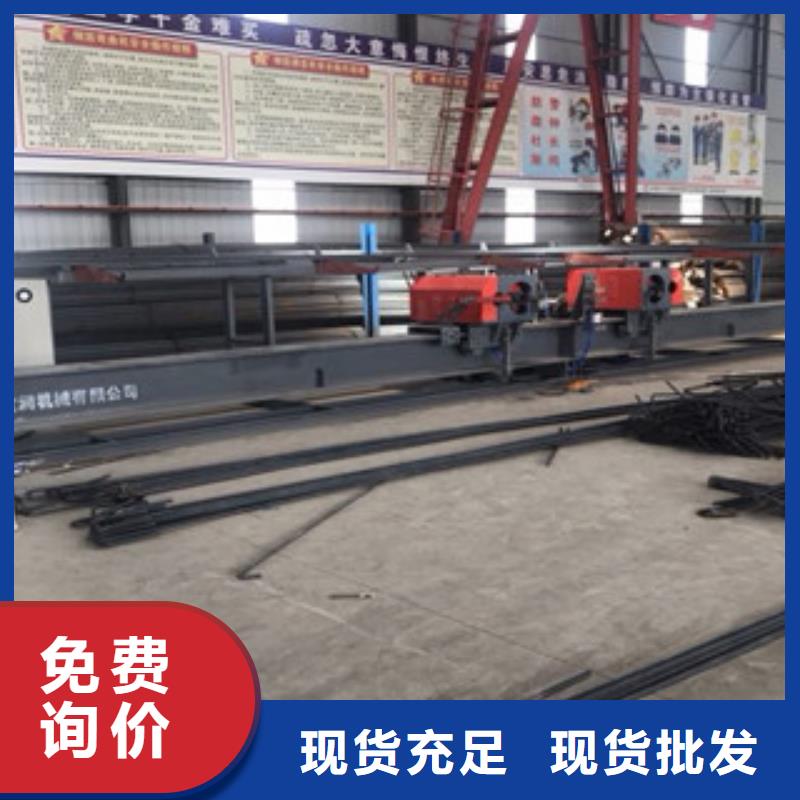
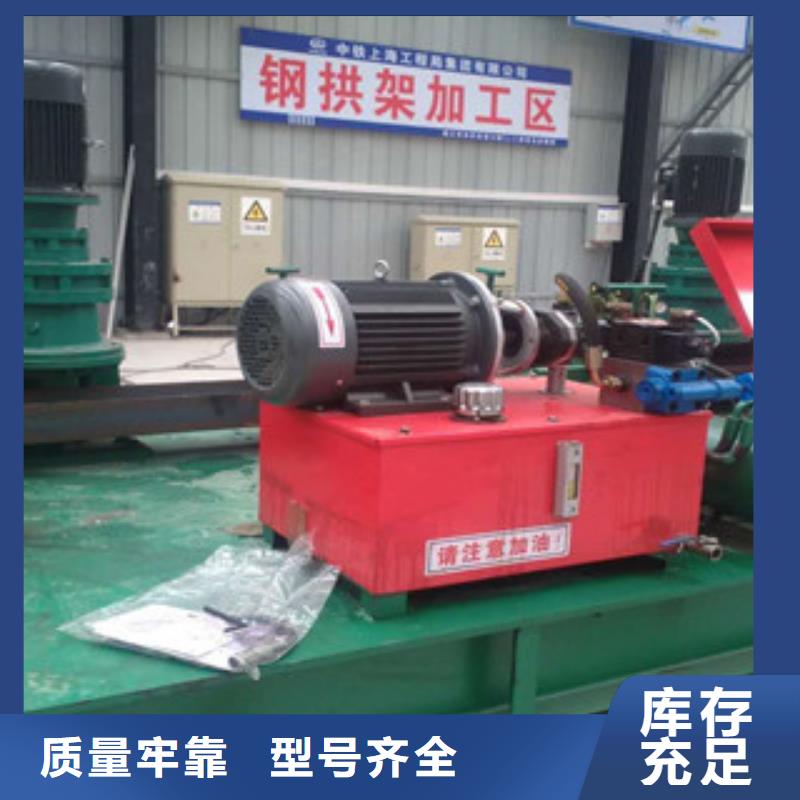
数控工字钢冷弯机可将初衬钢拱架工字钢弯曲成设计尺寸。该设备结构合理、操作方便、承载能力强、成型速度快,具有体积小、能耗低、效率高、无噪音、寿命长、一机多用等众多优点。其代替了原有的钢板下料、对接、校正、车床加工等复杂工艺,并节省了氧气、、劳动力、原材料,是卷制圆环和法兰的一种高质量、益的冷弯成型设备。
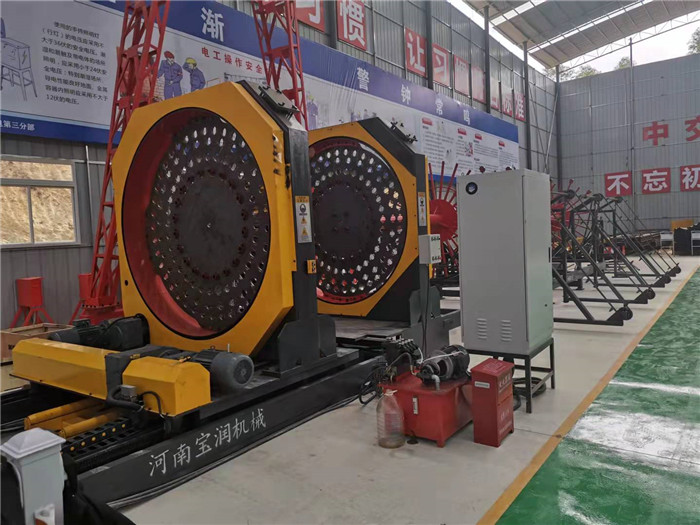
该设备可广泛用于地铁钢拱架加工、桥梁模板、网架、钢结构建筑、大型管道、水工仪表等行业。结构及工作原理工字钢冷弯机由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电磁换向阀、工作油缸、顶轮及油箱等部件组成,参见电器原理图、液压原理图。
开机请正确接通电源,打开PLC控制开关,启动PLC,把工字钢放在冷弯机上,与减速器带动的滚轮后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压油经溢流阀(可所需压力),进入聚成块到电液阀,有。
钢筋取材必须坚持优选原则,严保钢筋质量和性能,尽量选择高质量、高性能的钢筋材料,并做好钢筋材料的测验,测验未合格的钢筋材料不予进场使用;其次是钢筋成型,钢筋成型要确保下料、制作两道工序的质量,控制好钢筋的下料和制作工艺,使钢筋顺利成型; 是钢筋布置,也就是钢筋现场安装与施工,布置时要坚持合理、适用原则,选择科学有效的布置方法,全面确保钢筋的安装、布置合理性。在此本文着重介绍钢筋制作中电渣压力焊接头的质量控制方法没详细如下:焊接头焊接时,如果钢筋端部截面存在不平整问题,钢筋就很可能出现不顺直问题,还有可能出现焊包不均匀这一质量缺陷,影响钢筋焊接质量,降低被焊接钢筋的强度,从而降低了钢筋受力。如果想要这一问题,在焊接钢筋时就必须先保证钢筋端部截面的平整度,要先削平钢筋端部,使钢筋端部截面垂直于钢筋纵向轴线,随后做好端部截面的清理,确保截面的平整与干净。
工
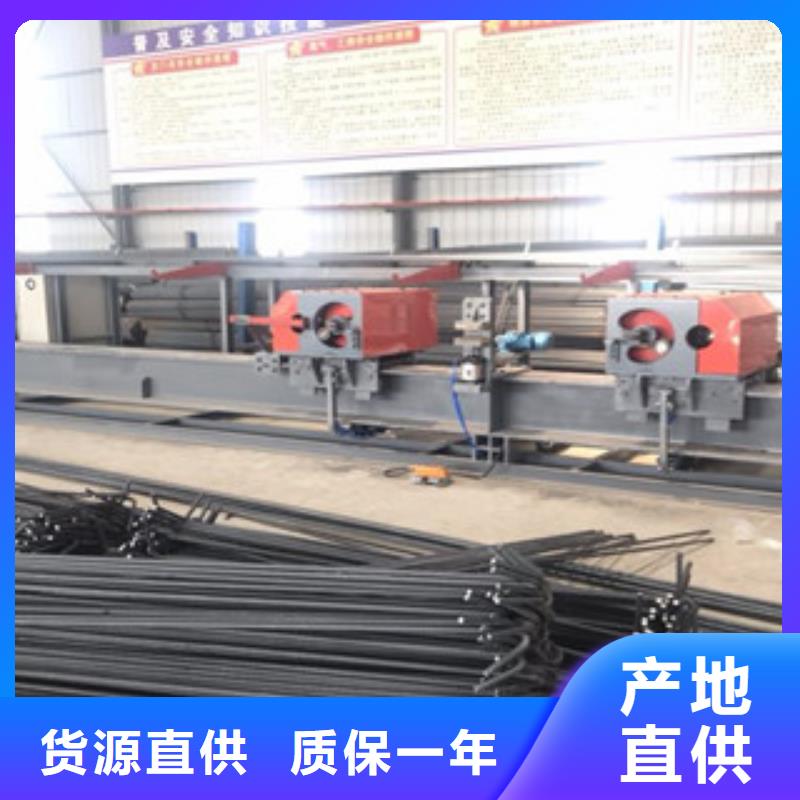
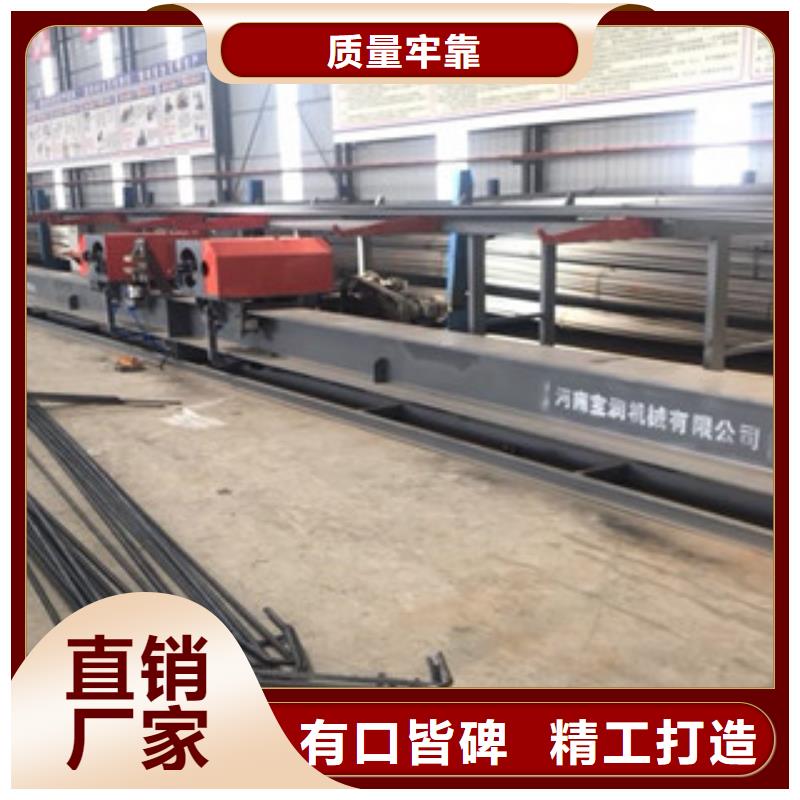
6.一切准备工作无误后,启动电机,将油压调至10Mpa,试运行数控冷弯机三分钟左右,如果运转正常,准备正式工作。工程范围:隧道掘进支护、拱桥骨架搭建施工、高速公路弯道围栏、矿井巷道支护、粮仓架棚施工、厂房骨架搭建、涵洞支护、斜井支护、水利水电工程施工以及其他一些钢梁拱架施工中。钢材范围:工字钢、槽钢、U型钢、H钢、角钢、C型钢、轨道钢以及一些非标异形钢。弯曲弧长范围:最小可弯曲4米长度的钢材。冷弯机买回来就加入了使用,由于一直工作会对冷弯机部件磨损的很严重,随意我们也要对冷弯机进行保养,让冷弯机的寿命可以更长,尽可能的少一些支出。而冷弯机比较重要的就是就是有应为冷弯机是用油为介质的。
改革开放四十年来,我国社会经济取得了巨大成就,科学技术发展突飞猛进,人民生活水平大幅提高, 实力大大增强,已经由“站起来”“富起来”向“强起来”大步迈进。要成为现代化强国,企业必须具有强大的实力和竞争力,唯有如此,才能在日益激烈的国际市场竞争中立于不败之地,进而适应“互联网+”的时代,适应产品与服务市场的快速更新,有效满足人们快速多变的需求。特别是企业在经营管理过程中,企业家的决策正确与否十分关键。发达 的经验表明,管理会计人才在企业经营管理中的地位与作用越来越突出,能够在复杂多变的环境中为企业及企业家提供及时有效的决策支持。在新时代经济背景下,面对产能过剩、资金紧张、人力成本快速上涨、原材料价格居高不下、国内有效需求严重不足、国际贸易摩擦与争端升级、出口增速放缓、环境保护与治理的压力凸显等困难,